






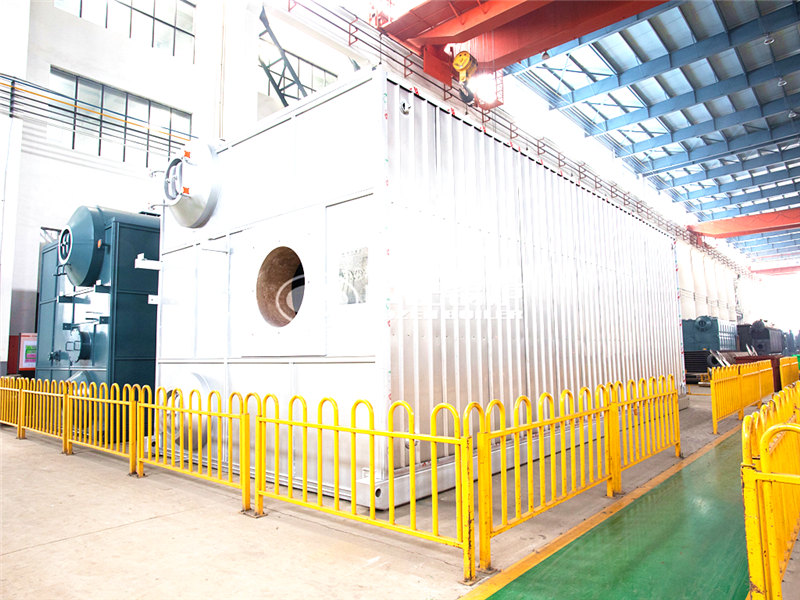
包头4吨燃油热水锅炉厂家,中正SZS系列燃油/燃气蒸汽锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器和冷凝器,最后进入烟道排入大气。

BX射线探伤焊口数的25%。水压试验。焊接质量的检查标准和试样的制取参考《蒸汽锅炉安全技术监察规程》2锅炉受热面管子的焊接方法、焊材选用及探伤比例序号名称规格材质焊接方式焊接材料焊口总数探伤比例1前后水冷壁管φ51×320WSH08Mn2si9625%2两侧水冷壁两侧水冷壁两侧水冷壁两侧水冷壁两侧水冷壁φ60×320WSH08Mn2si12025%3过热器低温段φ38×520WSH08Mn2si5825%4过热器高温段φ38×515CrMoWSH08Mn2si5825%5省煤器管φ25×320WSH08Mn2si11125%6连接管φ60×320WSH08Mn2si1225%7连接管φ83×420WSH08Mn2si825%8下降管φ76×420WSH08Mn2si4210%9对流φ51×320WSH08Mn2si2425%焊接材料的烘干与使用焊接材料的采购必须有原始材质合格证采购回来的焊接材料首先存放在一级库保管材质合格证交质检科存档焊丝H08Mn2Si经化学成份分析检查是否符合材质合格证焊条按不同类型型号或牌号分别在不同位置上存放存放位置应在离地面、墙大于0.3m以上的货架上堆集高度不得超过8层焊条箱存放处应通风干燥。施工工地所用的焊条由专职的焊条烘干员统一领取存放在二级库焊条烘干室焊条烘干员严格按照岗位责任制对焊条领取、烘干、发放、焊条烘干必须严格按照规定温度。班组领用要有组织有计划焊条烘干员应做详细记录。锅炉受热面受压元件对接接头的质量应从以下几个方面进行检查和试验A外观检查焊工自检100%专检10%。BX射线探伤焊口数的25%。水压试验。焊接质量的检查标准和试样的制取参考《蒸汽锅炉安全技术监察规程》和《电力建设施工及验收技术规范》DL5007—92火力发电厂焊接篇及锅炉压力容器焊工考试规则。
包头4吨燃油热水锅炉厂家,二次回路安装设备检查对照接线图逐台设备检查仪表、开关、继电器、接触器、指示灯、熔断器等元件的规格、型号是否与图纸相符有无损坏、受潮现象注意仪表、指示灯、断电器和接触器的线圈等元件的额定电压和控制、操作电源的电压必须一致交直流也必须一致对照原理图和接线图用试铃或万用表逐根检查二次回路接线与图纸是否相符如有少数不符应按图纸将接线及其线号同时改正用500V摇表在端子板处测量二次回路绝缘电阻。对二次回路接线不得小于1MΩ。对小母线本身不得小于10MΩ。二次回路如有晶体管、集成电路等低压元件时该部分的检查不得使用摇表和试铃只能使用万用表的测电阻档。二次回路配线二次回路配线使用的导线规格应遵照施工图的规定。
锅炉的基本原理模型包括上升管、汽包、下降管主要部件。上升管是由密集的管道排成的管簇,由上联箱、下联箱连成一体;上联箱通过汽水引入管连通汽包,汽包再通过下降管连到下联箱;上升管管簇、汽包、下降管构成了一个环路。上升管管簇在炉膛内,汽包与下降管在炉体外面。把水注入汽包,水便灌满上升管管簇与下降管,把水位控制在靠近汽包中部的位置。当高温燃气通过管簇外部时,管簇内的水被加热成汽水混合物。由于下降管中的水未受到加热,管簇内的汽水混合物密度比下降管中的水小,在下联箱形成压力差,推动上升管内的汽水混合物进入汽包,下降管中的水进入上升管,形成自然循环。包是水受热、蒸发、过热的重要枢纽,保证锅炉正常的水循环。上升管内的汽水混合物进入汽包后,通过汽水分离器分离成饱和蒸汽与水,饱和蒸汽通过汽包上方蒸汽出口输出;分离出的水与给水管注入的水再进入下降管。
锅炉停炉保养1热炉放水烘干保养法锅炉停用时进行承压部件检修或停用时间在一周内可采用热炉放水烘干保养方法锅炉床层坍落后关闭各风烟档板和炉门紧闭烟风系统。当汽包压力降至0.5—0.8MPa时开启锅炉疏、放水门尽快放尽锅内存水。当汽包压力降至0.1—0.2MPa时全开本体空气门。当锅内水已基本放尽且床温已降至120℃时启动引风机高压风机及一次风机、二次风机投入两只启动燃烧器维持流化风和温度220—330℃。用热风连续烘干10—12小时后停止封闭锅炉当省煤器出口烟温降至120℃以下时关闭各本体空气门疏放水门。烘干保养过程中要求锅内空气相对湿度70%或等于环境相对湿度。
未来中正锅炉将紧随时代步伐,持续为客户提供更高品质的产品和服务,和用户一起走的更远,包头4吨燃油热水锅炉厂家。
